
T250 合金250(UNS K92890/Maraging 250)是可时效硬化的铁镍钢
18ni250时效钢 合金250(UNS K92890 / Maraging 250)是可时效硬化的铁镍钢。合金250结合了高强度(1800MPa),良好的韧性,易于在预先老化的条件下加工,横向性能和抗裂纹扩展性。C250用于导弹和喷射系统,板条轨道和传动轴。
T250马氏体时效钢是在含Co马氏体时效钢C250,即18Ni(250)的基础上去Co增Ti开发出来的高强高韧钢,以无碳或微碳马氏体为基体,在柔性Fe-Ni马氏体合金中加入Ti、Mo、Al元素,通过回火或时效产生金属间化合物沉淀强化效应,从而大幅度提高了强度和韧性。同C250一样,T250的抗拉强度也是250KSI(1700MPa)级别。
热处理
T250钢的软化和固溶温度可以选择在820~920℃,固溶温度变化对钢的力学性能影响很小,固溶态具有良好的塑韧性和冷加工性能;时效温度480~510℃,保温时间3~8h具有佳的强韧性配合。
由于T250具有与C250相当的高强高韧性,且不含Co使成本大大降低,该材料被广用于固体火箭发动机壳体等众多航天技术领域
Nil8马氏体时效钢
钢号 C≤ Ni Co Mo Si≤ Mn ≤ Ti Al P≤ S≤
18Ni(250) 0.03 17.50~18.50 7.00~8.00 4.25~5.25 0.12 0.10 0.30~0.50 0.05~0.15 0.01 0.01
这种钢有三种型号,其屈服强度分别为1350MPa、1650MPa和1950MPa,这类钢的杂质含量很低,需要经一次或二次真空冶炼。并含有0.003%B、0.002%Zr和0.005%Ca以清除杂质并帮助改善热塑变加工性能。
热处理工艺包括850℃~870℃固溶处理,空冷或水淬,再在480℃时效3h。除了Co之外,加入的合金元素都降低Ms点,但可保持Mf点高于室温,这样固溶化后淬冷下来都能完全转化为马氏体。时效析出硬化相主要是小片状引起析出硬化,而Mo则是时效硬化的主要元素。
调整时效温度、时间,可获得不同的强度。时效温度过高(>600℃),因钢的
点低,会引起奥氏体形成,这种奥氏体由于高度合金化,使Ms点降低到室温以下,而稳定的保留下来。如果需要高强度,可以在时效前对原低碳马氏体进行50%形变量的冷塑性变形加工。
在高抗拉强度下,这种钢仍具有优良的冲击韧性,而且具有强化缺口的作用,其缺口强度与抗拉强度之比在1.35~1.65之间。时效前进行50%的冷变形加工,可将上述名义强度提高到1700 MPa、2000 MPa和2100MPa。
C250时效钢具有工业应用价值的马氏体时效钢,是20世纪60年代初由国际镍公司(INCO)首先开发出来的。1961~1962年间该公司B0.F0.Decker等人,在铁镍马氏体合金中加入不同含量的钴、钼、钛,通过时效硬化得到屈服强度分别达到1400、1700、1900MPa的18Ni(200)、18Ni(250)和18Ni(300)钢,并首先将18Ni(200)和18Ni(250)应用于火箭发动机壳体。这类钢种的出现,立即引起了各国冶金工作者的高度重视。60年代的中、后期是马氏体时效钢研究和开发的黄金时代。这期间,国际镍公司和钒合金钢公司(VasCo)又研制出了屈服强度达到2400MPa的18Ni(350)。研究工作者们还对马氏体时效钢的加工工艺、各种性能和强韧化机理进行了大量工作,同时还探索了屈服强度高达2800和3500MPa的所谓400级和500级马氏体时效钢。不过这两个级别的钢种由于韧性太低,而且生产工艺过于复杂,没有得到实际应用。在此期间,马氏体时效钢在工模具领域也有了一定市场。与此同时,前苏联和联邦德国等国也开始了马氏体时效钢的研究。到了70年代,日本因开发浓缩铀离心机,对马氏体时效钢进行了系统、深入的研究。进入80年代以来,由于钴价不断上涨,无钴马氏体时效钢的开发取得了很大进展,如美国的T一250(18Ni一3Mo一10.4Ti—0.1A1)、日本的14Ni一3Cr一3Mo一10.5Ti合金、韩国的w一250(18Ni一40.5w一10.4Ti—0.1A1)和前苏联的H161~6M6(16Ni一6V一6Mo)均相继问世。这些钢不仅使生产成本降低了20%~30%,而且性能也十分接近相应强度水平的含钴马氏体时效钢。

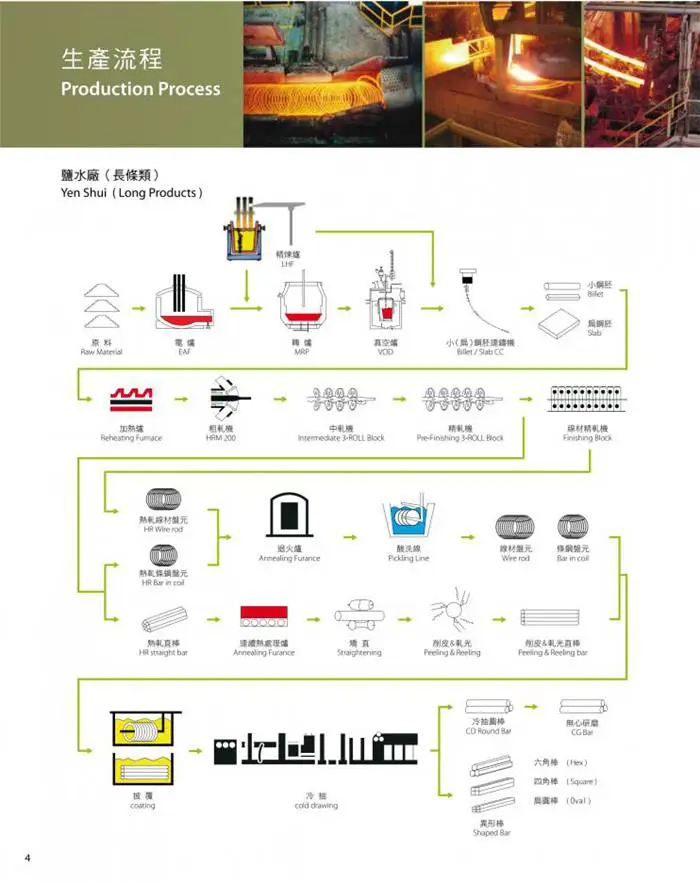
主要生产工艺有冶炼、热加工、冷加工、焊接、热处理和表面处理。
冶炼
一般采用真空感应炉熔炼加真空自耗炉重熔的双真空冶炼工艺。对于强度级别在1500MPa以下的钢种,可以采用非真空冶炼,或非真空冶炼加电渣重熔的工艺。但对高强度级别和用途重要的钢种,必须采用双真空冶炼工艺。在真空自耗重熔时,应严格控制电流和熔池温度,以免钢锭产生严重的枝状偏析。
热加工
马氏体时效钢在高温下具有良好的热塑性,其热加工性与1Crl8Ni9Ti大体相同。对于钛、钼含量较高的钢种,钢锭凝固时容易发生这些元素的微观偏析,热加工后形成各向异性的带状显微结构。减轻或消除微观偏析的有效措施,是选择合适的钢锭尺寸和热加工时进行充分的高温均质化处理。为了防止由于Ti(C,N)等化合物沿奥氏体晶界析出引起的高温缓冷脆性,热加工后应尽量避免工件在1100~750C温度区间内缓冷或停留。为了获得细晶粒和较佳力学性能,终锻应在较低温度下(950~850C),以较大的变形量(大于25%)完成。
冷加工
在固溶状态下冷加工性非常好。拉拔、冷轧、弯曲、深冲等加工都容易进行。钢的加工硬化指数为0.02~0.03,与普通钢相比低一个数量级。因此,加工过程中无需软化退火即可进行*变形量的冷加工。
焊接
良好的焊接性是马氏体时效钢的优点之一。几乎所有的焊接工艺都能适用。焊丝成分与被焊钢成分基本相同,焊前不必预热,焊后不处理也不会产生裂纹,直接时效后,接头系数即可超过90%。
热处理
热处理工艺简单是马氏体时效钢的另一重要优点。钢经热加工后,在冷加工和时效强化之前应进行固溶处理。目的在于:溶解热加工后余留的沉淀物;使基体溶有充足的强化元素;并获得均匀的高位错密度的全马氏体组织。固溶温度通常采用820~840℃,固溶时间为每25ram厚度1h,固溶后空冷,冷却速度对组织和性能影响不大。马氏体时效钢的高强度是通过时效处理得到的。时效温度一般为480℃,强度级别高的钢种可采用510¨C,时效时间为3~6h,时效后空冷。时效后在马氏体基体上,析出大量弥散的和超显微的金属间化合物质点,使材料强度成倍提高而韧性损失较小。
马氏体时效钢的性能还可通过奥氏体形变,或马氏体形变,或两者结合得到提高。奥氏体形变处理使奥氏体晶粒尺寸减小到10um以下,从而得到具有一定延性的,强度大于3500MPa的马氏体时效钢。在固溶后和时效前进行的马氏体形变处理,由于产生更多的位错,通常可使强度提高200MPa。固溶前的马氏体形变,能细化奥氏体晶粒并增加钢时效后的强度。
表面处理
如果不进行表面处理,马氏体时效钢的抗磨性和疲劳强度并不比普通高强钢好。因此对于这种用途的零件,必须进行表面处理(气体渗氮、离子氮化或离子注入等)。离子氮化可使18Ni(250)钢滚动轴承的接触疲劳寿命提高1倍以上。
应用马氏体时效钢已在包括火箭发动机壳体,导弹壳体,铀同位素离心分离机的高速转简,直升飞机起落架,高压容器,转轴,齿轮,轴承,高压传感器,紧固件,弹簧,以及铝合金挤压模和铸件模,模具,冷冲模等工模具等方面获得广的应用。






版权声明:
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。
如若内容造成侵权、违法违规、事实不符,请将相关资料发送至xkadmin@xkablog.com进行投诉反馈,一经查实,立即处理!
转载请注明出处,原文链接:https://www.xkablog.com/bcyy/74311.html